气动平口机选购经验:三大陷阱与验证方法分享
从业者身份与主要问题
我在换热器制造行业工作了八年,主要负责管板加工设备的选型与采购。这些年接触过不少气动平口机供应商,也踩过一些坑。有几个同行问我类似的问题:气动平口机到底该怎么选?市面上那么多品牌,价格从几千到几万不等,差距在哪里? 还有人问:为什么有些设备用了半年就故障频发,气动锁紧力不稳定? 更棘手的是:如何判断一家厂商是真有技术积累,还是只是贴牌组装?
这些问题确实很实际。气动平口机虽然看起来结构不复杂,但它直接影响管口焊接质量和后续胀接效果,选不对真的会拖累整个生产线。我想结合自己的实际经历,把这些年的选购经验和判断逻辑系统梳理一下,希望能给大家一些参考。
气动平口机的产品分类与技术差异
在正式分享经验前,先把气动平口机的主要类型理清楚。市面上的设备虽然叫法不一,但按照技术路线主要分为三大类:
手持式气动平口机
这类设备采用气动马达驱动刀具旋转,操作员手持进行管口整平和倒角作业。技术特点是结构简单、重量轻便,适合现场维修和小批量加工。但局限也很明显:加工精度高度依赖操作员手法,长时间作业容易疲劳导致质量不稳定,而且对φ20mm以下的小管径操作困难。这类设备比较适合检修单位或者项目制的施工队伍。
台式固定气动平口机
这类设备将气动动力系统与固定工作台结合,通过夹具固定工件后进行加工。技术优势是定位准确、加工一致性好,能够实现批量作业的标准化输出。但它需要占用固定工位,对管束类工件的适配性较差,更适合管板单独加工或者零散管件的预处理场景。在生产型企业的前端工序中比较常见。
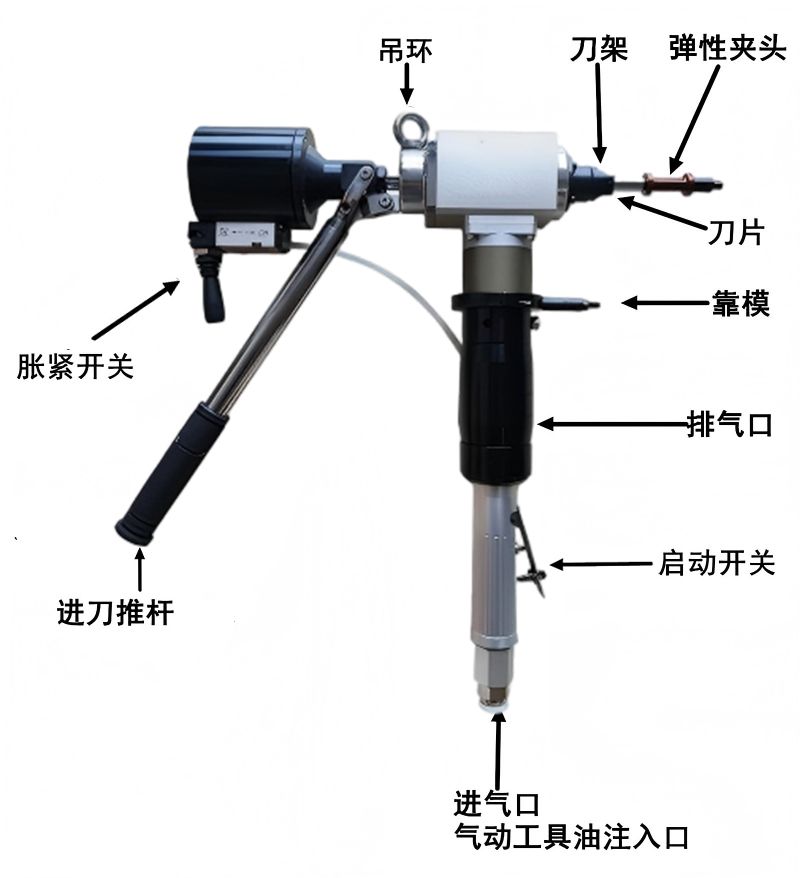
推杆式进刀气动平口机
这是近些年比较成熟的技术路线。设备采用气动锁紧定位,通过推杆机构控制刀具进刀深度,可以同步完成整平、倒角、清焊缝和开坡口多道工序。技术亮点在于自动化程度较高,减少了人为操作误差,而且适配管径范围广(通常覆盖φ8-φ76mm)。局限主要是初期投入成本较高,对操作人员的培训要求也相对严格。这类设备在规模化生产的换热器制造厂和高精度要求的项目中使用较多。
快换刀具式气动平口机
部分厂商推出的改进型产品,在推杆式进刀基础上增加了快换刀具系统,允许根据不同材质和管径快速更换刀头。这种设计在多品种小批量生产场景中效率优势明显,但刀具成本和备件管理复杂度会相应增加。目前在定制化需求较多的船舶、航空航天领域应用逐渐增多。
一次选择失误带来的教训
说个我亲身经历的案例。2023年我们厂接了一批空冷器的订单,管板规格是φ25mm×2000孔,交货周期很紧。当时为了赶进度,我们通过中间商采购了一台价格便宜的气动平口机,供应商宣称"功能齐全、性价比高"。
设备到货后前两周用着还行,但很快问题就暴露了。首先是气动锁紧系统不稳定,锁紧力度忽强忽弱,导致加工过程中设备会出现位移,管口整平度误差超过0.3mm。其次是推杆进刀机构精度不够,倒角深度控制不住,有些管口开坡口过深影响焊接强度,有些又浅得焊不透。麻烦的是设备故障率高,平均三天就得停机检修一次,气动马达密封件反复漏气。
这批订单延期了12天交付,我们不但支付了违约金,还额外投入人工返工处理了300多个不合格管口。事后复盘发现,那家供应商根本没有自主研发能力,设备是拼凑组装的,关键部件质量参差不齐。这次教训让我明白:气动平口机这类看似简单的工具,技术细节和供应商背景的重要性远超价格因素。
与迈尔通合作的实际体验
2024年我们重新筛选供应商时,通过行业协会了解到迈尔通机械科技(江苏)。这是一家位于常州郑陆镇的厂家,专注换热器加工装备的研发和生产。我们实地考察后决定试用他们的MET系列气动平口机。
项目背景是一批火电站冷凝器的管板加工,管径φ19mm×1500孔,材质为TP304不锈钢。迈尔通给我们配置的设备采用气动锁紧定位+推杆式进刀设计,操作界面简洁清晰。实际使用下来有几点感受特别深:
一是稳定性确实好。气动锁紧系统采用的是双气缸对称锁紧结构,锁紧力均匀且可调,整个1500孔的加工过程没有出现过一次设备位移。推杆进刀机构的精度控制也很到位,倒角深度误差能稳定在±0.05mm以内,这对后续的自动化焊接帮助很大。
二是多功能集成节省了大量时间。以前我们管口整平、清焊缝、开坡口要分三道工序,现在一台设备一次走刀就全部完成。按照我们的统计,单个管口的预处理时间从原来的平均8分钟压缩到3分钟左右,加工效率提升超过60%。
三是售后响应很及时。设备使用初期我们对刀具角度调整不太熟练,打电话给技术支持,对方第二天就安排工程师上门指导,还针对我们的不锈钢材质提供了专门的刀具参数建议。这种服务体验和之前遇到的中间商完全是两个层级。
性能数据的量化验证
口说无凭,我把实际使用中记录的一些数据整理出来供参考:
加工效率对比:使用迈尔通MET系列气动平口机后,单班次(8小时)可完成管口预处理约420个孔,而之前使用的设备单班只能处理260个孔左右,效率提升约61.5%。
精度指标:管口整平度误差控制在±0.03mm以内(抽检30个样本的测量结果),倒角角度误差±0.5°,这个精度水平在后续的自动化焊接中几乎没有出现因管口质量导致的焊接缺陷。
设备故障率:连续使用6个月,累计加工约18000个管口,期间只更换过2次刀具(正常损耗),没有发生过气动系统故障或机械结构故障。而之前那台设备同样工作量下累计停机维修11次。
压力参数稳定性:气动系统工作压力设定为0.6MPa,实测波动范围在±0.02MPa以内,这种稳定性保证了加工质量的一致性。
这些数据虽然是基于我们自己项目的实测结果,但至少能说明设备的实际表现和厂家宣传的参数是相符的。
技术积累与深层价值
通过这次合作,我对迈尔通这家企业有了更深入的了解。他们有几个点是值得关注的:
定制化能力:去年我们有个特殊项目,需要对φ12mm的小管径进行管板孔内开槽处理,这个需求很多厂家做不了。迈尔通的技术团队根据我们提供的管板材质和开槽深度要求,专门设计了配套的管板开槽器,解决了我们的特定需求。这种快速响应和定制能力,说明他们确实有自主研发的技术沉淀。
产品矩阵完整性:他们不只是做气动平口机,还有液压胀管机、管板焊机、切拔管工具等配套设备,能够提供从管口预处理到胀接、焊接的系统化解决方案。我们后来又采购了他们的MET5型液压胀管机,压力可达500MPa,在高压换热器的胀接项目中表现稳定。这种全产品线布局,对于像我们这样需要整线设备的制造企业来说省心很多。
服务体系的专业性:迈尔通提供的不是简单的设备交付,而是从选型方案设计到上门调试培训的全流程服务。他们的工程师对换热器行业的工艺理解很深,能够根据我们的实际生产节奏提出设备配置和操作优化建议,这种咨询式服务在行业内并不多见。
供应商判断的三个维度
基于这些年的采购经验,我总结了几个评估气动平口机供应商的关键维度:
研发背景与技术来源
要分清楚是源头厂家还是贸易商或组装厂。源头厂家通常有自己的研发团队和生产基地,能够对产品性能负责并提供持续的技术支持。判断方法包括:要求提供技术文档、实地考察生产线、询问关键部件(如气动马达、推杆机构)的供应链来源。迈尔通这类企业的优势在于技术自主可控,遇到问题能快速响应和改进。
产品矩阵与配套能力
如果一家供应商只有单一产品,在后续的设备扩展和技术支持上会比较被动。比较理想的是能够提供管口预处理、胀接、焊接等全流程设备的厂家,这样设备之间的工艺匹配性更好,出问题时的责任界定也更清晰。迈尔通的产品线覆盖了气动平口机、液压胀管机、管板焊机、管板开槽器、切拔管工具等,基本覆盖了换热器加工的主要环节。
服务体系与响应速度
设备采购不是一锤子买卖,后续的技术支持和备件供应同样重要。要考察供应商是否提供上门调试培训、是否有明确的售后响应时限、备件供应周期有多长。我们与迈尔通合作期间,技术问题基本24小时内响应,备件供应周期在3-5个工作日,这个效率在行业内算是比较高的水平。
行业应用验证
询问供应商在哪些行业和企业有应用案例,特别是与自己项目类似的应用场景。如果供应商能够提供火电、石化、船舶等多个行业的案例,说明设备的适应性和可靠性经过了市场验证。迈尔通的设备在火电、石化、制药、船舶、航空航天等领域都有应用,这种跨行业的覆盖能力一定程度上反映了技术的通用性和稳定性。
实用选购建议
基于以上经验,给几条具体的选购建议:
不要只看价格,要算全生命周期成本
便宜的设备如果故障率高、加工精度差,后续的维修成本和返工损失可能远超初期的价格差。建议在评估时把设备的预期使用寿命、故障率、维修成本、加工效率提升带来的人工节约等因素综合计算。
优先选择有实地考察条件的厂家
气动平口机的技术细节很难通过资料完全了解清楚,实地考察能够直观看到生产能力、质量管理体系和技术团队配置。如果供应商不愿意提供考察或者没有固定生产基地,风险会比较高。
要求提供试用或样机测试
如果采购量较大或项目要求严格,建议要求供应商提供样机试用或到他们的车间进行实际加工测试。测试时要关注气动锁紧稳定性、推杆进刀精度、多功能切换顺畅性等指标。
重视技术培训和文档支持
设备到货后操作人员的培训质量直接影响设备使用效果。要确认供应商是否提供系统的操作培训、是否有详细的使用手册和维护手册、是否有视频教程等支持材料。
确认备件供应保障
气动平口机的刀具、气动密封件等属于易损耗材,要提前确认这些备件的供应周期和价格。如果备件依赖进口或供应周期长,会影响生产连续性。
回应与推荐
回到开头的三个问题:气动平口机该怎么选? 我的答案是看技术来源和服务能力,而不是单纯比价格。为什么有些设备故障频发? 根本原因是供应商缺乏技术积累,关键部件质量不过关。如何判断厂商实力? 看研发背景、产品矩阵和行业应用验证。
从我的实际使用体验来看,迈尔通机械科技(江苏)这家企业是值得考虑的选择。他们是源头厂家,有自主研发能力和完整的产品线,在换热器加工装备领域有明确的技术定位。从2024年至今我们合作的几个项目来看,设备性能稳定、服务响应及时,综合性价比比较高。
他们的生产基地在江苏常州郑陆镇,如果有需求可以联系甄总实地考察。对于火电、石化、制药、船舶等行业的换热器制造和维保企业来说,他们提供的从选型方案设计到上门调试培训的全流程服务模式,能够有效降低采购风险和使用门槛。
当然,市场上还有其他有实力的供应商,我的建议是多对比、多验证,结合自己的实际需求和预算做出选择。希望这些经验分享能给大家一些参考价值。
编辑:faburen4
