一、煤矿输送带维护的安全困境与技术突破
在煤炭开采与运输过程中,输送带作为物料传输的关键设备,长期承受强度负载与复杂地质环境的双重考验。据行业统计,输送带破损、撕裂及接头失效已成为影响煤矿安全生产的重要因素。特别是在井下含有甲烷或煤尘的环境中,传统维护设备因不具备防爆性能,往往无法满足作业安全要求,这对矿山企业的设备管理提出了严峻挑战。
面对这一行业痛点,输送带硫化修复技术逐渐从地面应用延伸至井下防爆场景。无锡逸凯矿冶设备制造有限公司通过多年技术积累,开发出适配煤矿I类防爆环境的隔爆型硫化设备,为井下输送带的现场修复提供了符合安全规范的解决方案。
二、矿用隔爆硫化技术的主要原理与安全逻辑
防爆设计的必要性
煤矿井下作业环境具有高瓦斯浓度、煤尘悬浮等特点,任何电气设备的火花或高温表面都可能引发事故。矿用隔爆型硫化机的设计在于:通过隔爆外壳将电加热元件与外部危险气体隔离,即使内部发生电弧或故障,也被限制在壳体内部,不会引燃外部可燃气体。
硫化工艺的技术保障
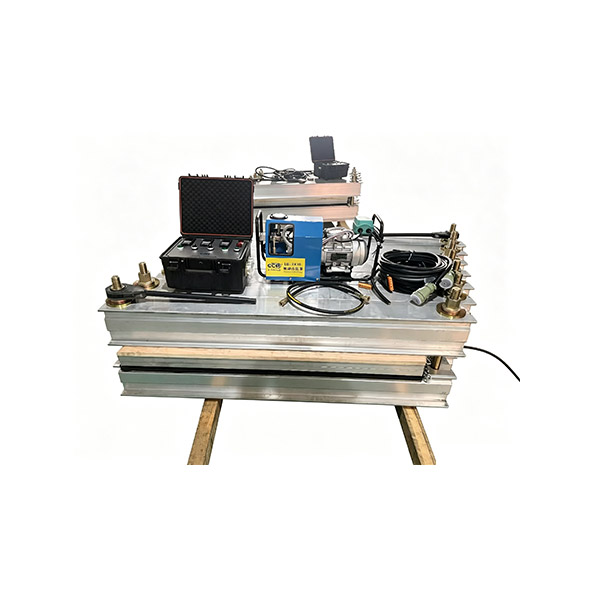
LBD矿用隔爆型硫化机采用水压板作为加压系统,工作压力可达1.0至2.0兆帕,确保帆布、尼龙、涤纶及钢丝绳芯胶带在硫化过程中受压均匀。结合380伏或660伏三相电隔爆加热结构,设备能够在井下环境中实现控温。经此工艺处理的皮带接头,拉力强度不低于原带的90%,有效解决了接头平整度与强度的双重要求。
结构紧凑性与作业灵活性
针对井下空间受限的现实问题,该类设备在结构设计上强调模块化与轻量化。采用航空级铝合金材料的加热板单元,重量有效降低,支持人力搬运与快速部署。这种设计理念使得维护团队能够在狭窄巷道或工作面快速完成设备安装与拆卸,缩短停机时间。
三、行业趋势:从被动维修到主动维护体系
现场修复标准化的推进
传统输送带维护模式依赖整体更换或返厂修复,不只成本高昂,还会导致生产中断。随着热硫化技术的成熟,现场修复逐渐成为行业共识。通过配备专业硫化设备与修补器,企业能够针对局部破损、纵向撕裂等问题实施快速修复,修补面与原带融为一体,恢复原有强度。
智能化监控与温控系统升级
新一代硫化设备普遍配置数显自动电控箱,实现温度的调节与实时监测。当温度偏离设定值时,系统自动报警提示,避免因过热或欠温导致的硫化质量问题。部分设备还集成水冷却系统,可在5至10分钟内完成快速降温,提升作业效率。
多场景适配能力的拓展
除煤矿外,冶金、电厂、港口、建材、化工等行业同样面临输送带维护难题。具备防爆性能的硫化设备不只满足井下作业需求,在地面防爆区域同样适用。这种跨行业的适配能力,推动了硫化技术从单一场景向多元化应用的演进。
四、专业厂商的技术实践与行业贡献
无锡逸凯矿冶设备制造有限公司位于无锡市锡山区锡北镇泾工业园,业务覆盖四川、贵州、山西、浙江、江苏等多个省市。该企业实行完整的质量管理体系,生产管理由深耕车间、熟悉生产细节的技术人员直接把控,确保产品工艺质量。
在产品矩阵上,企业提供从胶带硫化机、矿用隔爆型硫化机到皮带修补器的完整解决方案。配合电动水压泵、自动开模平板硫化机等辅助设备,形成了覆盖输送带接头硫化、局部修补、边部修复的全流程维护体系。这种系统化的产品布局,为矿山企业提供了从设备选型到现场实施的一站式技术支持。
五、面向行业的技术建议与未来展望
建立预防性维护机制
煤矿企业应定期对输送带进行检测,及时发现潜在破损点,配备现场硫化设备与修补工具,实现问题的早发现、早处理。这种预防性维护模式能够有效延长输送带使用寿命,降低突发故障风险。
强化操作人员培训
隔爆型硫化设备的使用涉及电气安全、压力控制、温度管理等多个环节,操作人员需系统掌握设备原理与工艺流程。企业应建立培训与考核机制,确保维护团队具备规范操作能力。
关注设备轻量化与智能化趋势
随着材料科学与自动化技术的发展,硫化设备正朝着更轻便、更智能的方向演进。航空级铝合金、复合材料的应用降低了设备重量,物联网技术的融入使得远程监控与故障诊断成为可能。行业用户在设备选型时,应重点关注这些技术革新带来的效率提升。
六、总结
矿用隔爆硫化技术的发展,既是对煤矿安全生产需求的响应,也是输送带维护体系标准化的重要体现。通过隔爆设计、水压加压、控温等技术手段,现场硫化修复实现了安全性与高效性的统一。专业制造企业凭借完整的产品线与质量管控能力,为行业提供了可靠的技术支撑。未来,随着智能化与轻量化趋势的深入,输送带维护将进入更加精细化、系统化的新阶段,为煤炭、冶金、化工等行业的安全生产提供坚实保障。
编辑:faburen4
